|
MANUAL FOR FUSION WELDING OF RAILS BY THE ALUMINO-THERMIC PROCESS
1. INTRODUCTION
1.1 This manual supercedes "Manual for welding of rail joints by the alumino-thermic process, April, 1987"
1.2 There have been many technological improvements in the ,process of Alumino-Thermic welding which have necessitated revision of Manual issued in April- 1987. Same considerations also led to revision of Indian Railway Standared Specification for fusion welding of rails by alumino-thermic process which has now been revised and issued under the serial No. IRS T-19-1994.
1.3 On Indian Railways Alumino-Thermic welding with short pre-heating process by using high Silica sand mould (C02 dried) is being followed at present for welding rails of different chemistry and sections. Short pre-heating is mostly being done by Air-petrol fuel mixture. Oxy-LPG & Compressed Air petrol fuel mixture are being developed as these techniques take less time for pre-heating the rail ends to desired temperature resulting in saving of block time with improved quality of joint.
1.4 A. T. welding is required to be done to convert flash butt welded panels into long panels and for repair of fracture. Normally new single 'rails shall not be welded by A.T. welding.
1.5 Conventional AT welding process which utilised green sand mould has been banned on Indian Railways. Alumino- Thermic welding techniques with short pre-heat process have been standardised for 75R, 90R and higher rail sections and not standardised for 60R rails. The welding of 60R rails will be done by .conventional AT welding process using green sand mould, as the scope of such welding is very limited for which the provisions laid down in "Manual for welding of Rail joints by the Alumino-Thermic Process, April 1987' will continue to be applicable.
2. SCOPE
2.1 This manual outlines the method of welding and the precaution and steps to be taken before, during and after welding by short pre-heating process for .achieving, satisfactory weld.
3. SELECTION OF RAILS TO BE WELDED
3.1 For both new as well as second hand rails, before welding, it should be ensured that the end bends of the rails are within + 0.5mm,-Omm in vertical and ±0.5mm in lateral direction, when checked with 1 metre straight edge as shown in Fig. 3.1(a), (b) & (c).
3.2 New rails - Rails to be welded shall conform to the tolerances stipulated in the relevant specification as stated in Table - 1 below:

3.3 Second hand rails - For conversion of existing single rails/ Short welded panels into SWP/LWR/CWR or during secondary rail renewal, old serviceable rails may be welded subject to the following conditions:
i) Obsolete rail sections and rails, older than 50 years shall not, normally, be welded. Specific approval of the Railway Board may, however, be obtained in special cases.
ii) The Chief Track Engineer shall satisfy himself that second hand rails have a substantial rail life to make it a safe and economical proposal.
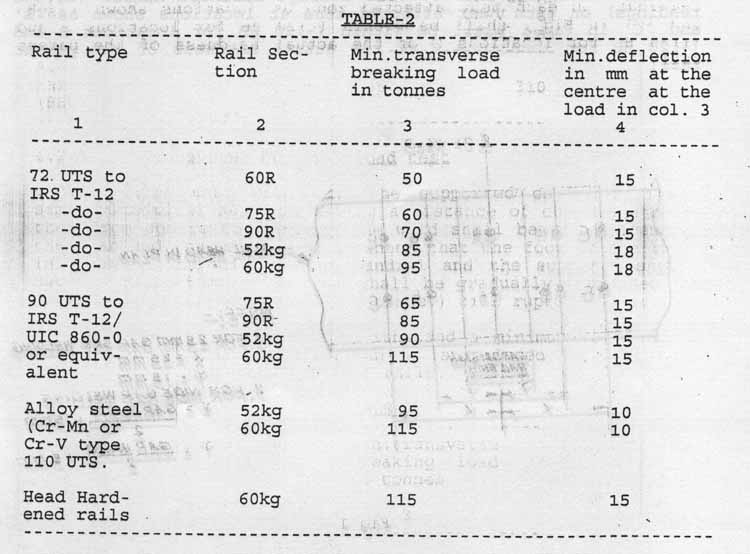
iii) Rails shall be free from corrosion or excessive wear. The height of rail and width of rail head shall not be less than the values as indicated in Table-2 :
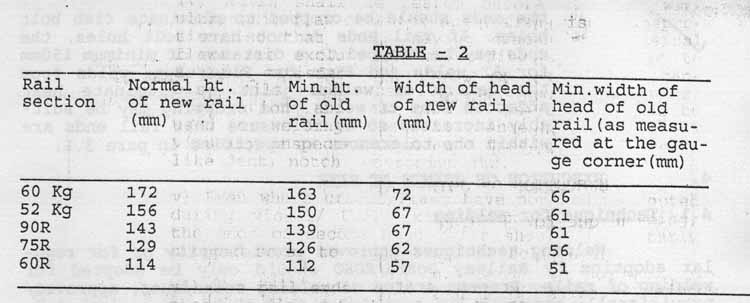
The limit of lateral wear in the rail head as laid down in Table-2, viz. 6mm may be followed subject to uniform gauge without any abrupt change.
iv) Rails shall be tested before welding, with ultrasonic flaw detector apart from visual inspection, so that rails having cracks and internal flaws are excluded from welding. In order to achieve satisfactory running on welded rail panels, rails with excessive scabbing, wheel burns, corrugations and wear of rail seats shall not be used for welding. The rail flange bottom shall be visually inspected to ensure freedom from defects like dent, notch, corrosion etc.
v) Even where cracks/flaws have not been detected during visual/ USFD examination before welding, the ends of second hand rails should be suitably cropped so as to eliminate fish bolt holes.
vi) The rail ends shall be cut by sawing or using abrasive disc cutter and not by flame cutting.
vii) Second hand rails shall be match - marked before releasing from track to enable matching of the rail ends at the time of welding. Kinks, if any, in the rails shall be removed before welding.
viii) The rolling marks on the web of rails shall be checked before welding to ensure that generally rails of different qualities are not welded together. However in unavoidable circumstances, where rails of Grade 710 (72UTS) rail chemistry and that of Grade 880 (90 UTS) chemistry are to be welded, the portion of Grade 880 (90 UTS) chemistry shall be utilised for welding.
xi) While using second hand rail panels for secondary renewal, released from LWR/CWR sections, the ends should be cropped to eliminate fish bolt holes. If rail ends do not have bolt holes, the ends may be cropped to a distance of minimum 150mm for AT welds and 85mm for Flash Butt welds from the centre of welded joint to eliminate heat affected zone of welds. End cropping may be suitably' increased so as to ensure that rail ends are within the tolerances as specified in para 3.1.
4. EXECUTION OF JOINTS AT SITE
4.1 Technique for welding
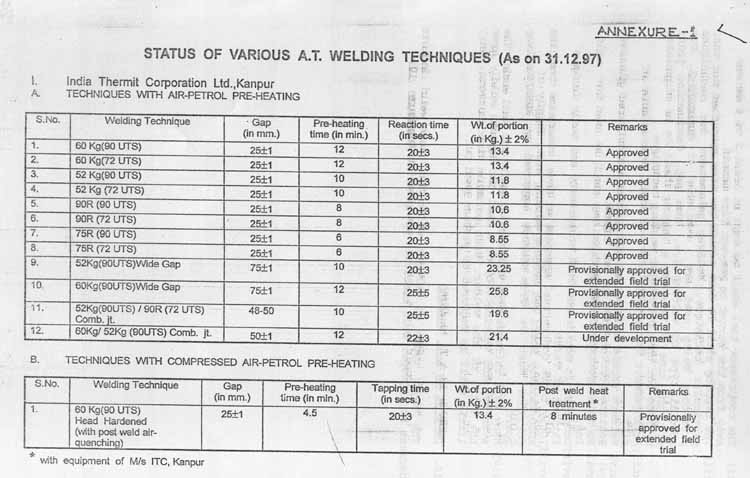
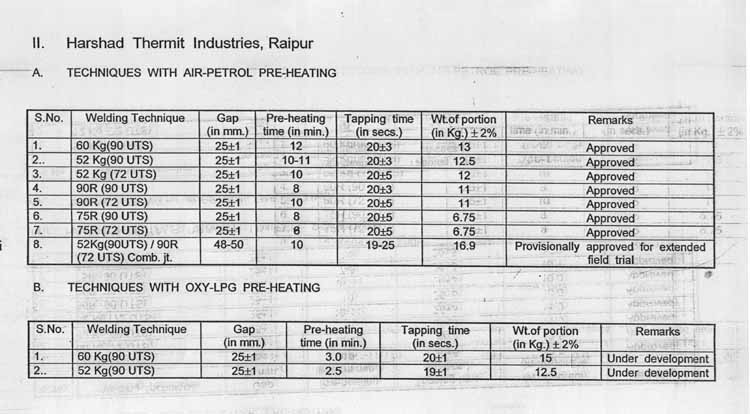
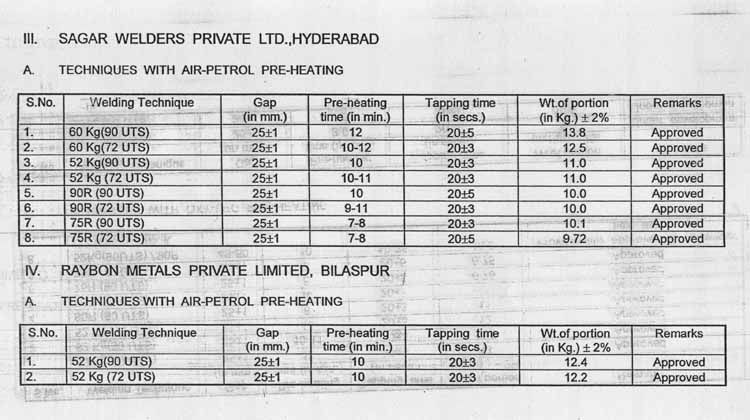
Welding techniques approved provisionally or for regular adoption by Railway Board/RDSO should only be adopted for welding of rails. Present status of welding techniques, approved/ provisionally approved for extended field trials, of various A.T. portion manufacturing firms is given at
Annexure- 1. (As on 31-12-97) :
4.1.1 Presently, only Four firms are approved for manufacturing of portion and execution of welding. Further, 12 firms are approved only for executing A. T. welds with portion and technique developed by Thermit portion plant'/N. Rly./Lucknow (TPP). Apart from this departmental welders are also trained and certified by TPP for AT welding of rails with the technique developed by them. Following course of action may be adopted for welding of rails through approved portions manufacturers, labour contracting firms and by departmental welders:
i) Large scale welding
a) Approved portions manufacturing firms with their portions, consumables, equipments and RDSO certified welders/welding supervisors.
b) Labour contracting firms with portions, consumables of TPP and welders/welding supervisors certified by RDSO.
c) Departmental welders certified by TPP with portions and consumables manufactured by TPP only.
ii) Casual welding
(a) Agencies as mentioned in para 4.1.1 (i) (a) & (b) above.
(b) TPP certified departmental welders for welds of 25mm gap using portion, consumables and preferably equipment also of approved portions manufacturers as per the approved welding parameters as given in
Annexure - 1.
iii) AT. welding in case of Turn -key contracts:
in case of turn-key contracts for gauge conversion, new lines, doubling, open line works, etc. in which A.T. welding also forms a small portion of work, suitable provisions may be kept in the contract conditions for executing welding by the agencies as mentioned in para 4.1.1. (1) (a).
4.2 Portion for welding:
4.2.1 The "portion" used for welding shall conform to the technical requirements as mentioned in IRST-19 - 1994. The suitability of the "portion'' for the welding process in respect of the type and section of rails to be welded shall be ensured before commencing welding. Only RDSO certified/passed portions should be used for welding.
4.2.2 Shelf life of portion: No specific shelf life has been indicated for AT welding portions. Life of portions would depend on the quality of packing and storage condition. AT portion is sensitive to moisture. Once the portion absorbs moisture, the same cannot be removed even by drying as the ingredients react chemically. All such portion should not be used for welding.
If packing is intact and there is no entry of moisture , the portion can be used even after a long time. However, following procedure may be adopted for permitting use of portions beyond two years after the date of manufacturing:
(a) One random sample per batch of 300 or part there-of may be drawn from the portions available in stores.
(b) The sample shall be tested for reaction test. If the reaction is normal , the batch represented by the sample can be used without further tests.
c) In case the reaction is found to be quiet or boiling a test joint should be made from one more sample-selected from the batch. Following tests should be conducted on the test joints.
(i) Aluminium content test (from riser of the joint)
(ii) Load deflection test.
These tests should, be conducted at Zonal CMTs organisation and/or the Flash Butt Welding Plant. If the values obtained in above tests are within the specified values as given in para 4.1.3 and 4.2.3.1 of IRS T19-94, the batch represented by the sample can be used otherwise batch should be rejected.
(d) The rejected portions are to be disposed-off by igniting five portions at a time in a pit away from the store.
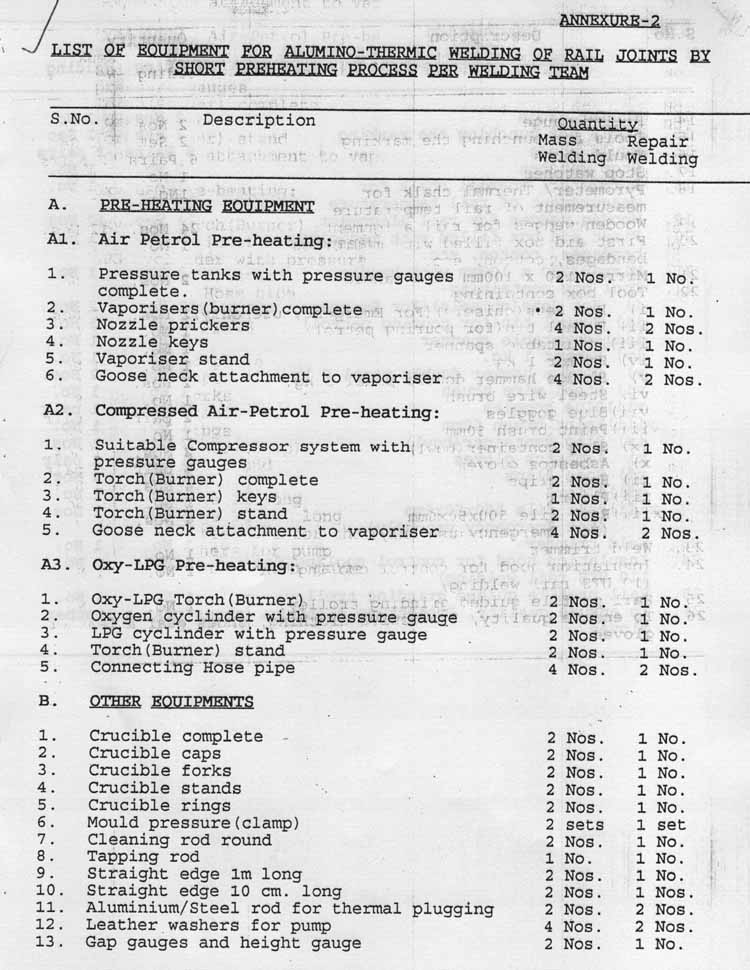
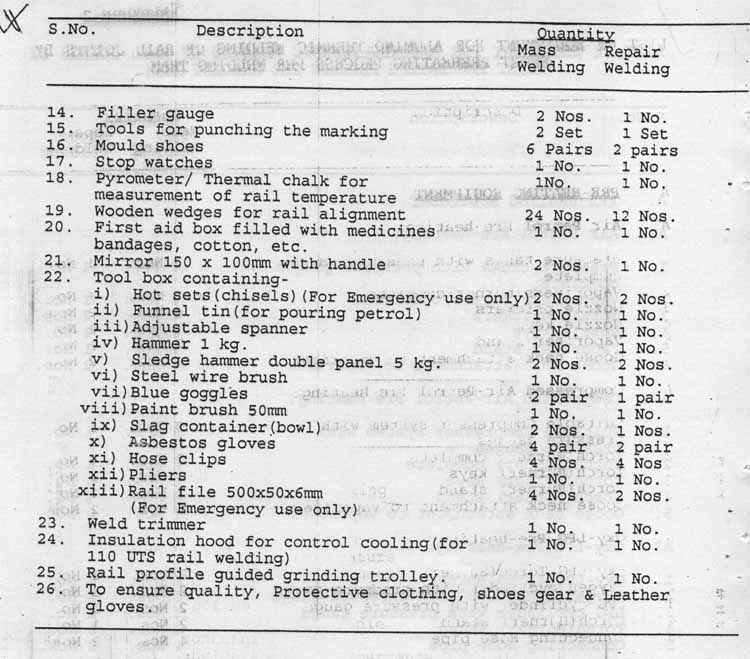
4.3 Equipment and staff for welding
The list for one set of A. T. welding equipment by short preheating process is given in Annexure-2. The composition of thermit welding team is given in Annexure-3.
4.4 Preparation of rail ends to be welded.
The rail end face and adjacent sides at foot (top & bottom) , web and head upto 50mm shall be thoroughly cleaned using kerosene oil and brushing with wire brush to remove all dirt, grease and rust before welding. Any burrs at the rail ends shall be removed by chiselling or grinding.
4.4.1 Normally, no alumino-thermic welded joint shall be located closer than 4 metre from any other welded or fish plated joint.
4.5 Gap between rail ends
The two rail ends to be welded shall be held in position with a uniform and vertical gap as per gap specified in Annexure-l. The uniformity and verticality of the gap shall be measured by a gauge prior to welding. In case of wide gap 50±l/ 75±1 mm welding, for repairing fractured/ defective welds, it shall be ensured that the end faces are vertical. In LWR/CWR territory, hydraulic/mechanical rail tensor of suitable & approved design should be used for maintaining correct rail gap during welding.
4.6 Preliminary work prior to welding
4.6.1 In case of in-situ welding the rail' fastenings for at least five sleepers on either side of the proposed weld shall be loosened. The sleepers adjacent to the joint to be welded shall be shifted to obtain a clear working space of 250 mm on either side to accommodate the moulds, clamps, preheating equipment, etc. The rails shall then be properly aligned, both horizontally and vertically.
4.6.2 When the welding work is carried out on cess, full rail" length shall be levelled by supporting on at least ten wooden blocks on either side. The rails shall be properly aligned in horizontal and vertical direction and held in position.
4.7 Alignment of rail ends before welding
4.7.1 The rail ends to be welded shall be aligned in horizontal and vertical planes to the dimensional limits indicated below:-
4.7.1.1 Lateral alignment: The two rail ends, after alignment shall be within ±0.5 mm when checked with a 1.0m straight edge at rail ends (Fig. 4.7.1.1(a) & (b)). Any difference in the widths of rail heads shall always be fully kept on the non-gauge side, correctly aligning the rail ends on the gauge face.
4.7.1.2 Vertical alignment: The joint shall be kept higher by 3 to, 4mm for 72 UTS rails and 2 to 2.4 mm for higher UTS rails when measured at the end of
1m straight edge (as a compensation against sagging caused by differential shrinkage on cooling) (Fig.4.7.1.2) . This shall be achieved by wedges applied on the rail supporting, blocks on. both
sides 0f the joint.
4.7.2 Gap between rail ends may be rechecked after completion of alignment. Datum marks shall be made on foot of both rails as well as on joint sleepers in order to observe any longitudinal movement of rails. If excessive longitudinal movement occurs during pre-heating and produces a welding gap outside the prescribed limits, the welding of joint shall be temporarily abandoned and joint allowed to cool.
4.8 Fixing of mould
4.8.1 Only prefabricated moulds supplied by the portion manufacturer shall be used for welding. These are to be made by mixing high silica sand to IS:1987 with sodium silicate to the required consistency, followed by passage of CO2 gas. These prefabricated moulds shall have adequate permeability for escape of mould gases and adequate reinforcement, to avoid mould crushing during transportation and welding.
4.8.2 Before mounting on the rail ends to be welded, each pair of moulds shall be examined for defects, dampness, cracks, blocked vents etc. and defective moulds discarded. The prefabricated moulds shall be handled withy care as they are fragile and liable to breakage.
4.8.3. During fixing the moulds, it shall be ensured that the centre. line of the rail gap coincides with the centre line of the mould to avoid cross joint. The mould jackets/shoes holding the pre-fabricated mould in a snug fit condition, after fixing, shall be tightened by the application of adequate pressure. Excessive pressure may cause breakage of mould and dropping of sand inside the mould cavity. Care shall be taken during application of adequate pressure. It is essential for the moulds to fit flush to each other across ' the bottom of the rail flange which can be checked by feeling with fingers across the junction of the two halves of the moulds and by looking down the riser aperture. The moulds should touch the bottom of rail foot to ensure proper size of collar at the bottom.
4.8.4 After fixing the moulds, the gap between mould and the rail shall be packed firmly with
luting sand to prevent leakage. of liquid weld metal. To protect the rail top table from metal splashes during reaction, the adjacent rail surface on either side of the moulds shall be covered with metal cover or smeared with luting sand upto 15cm on either side.
4.9 Preheating
4.9.1 After fixing and luting of the moulds, the rail ends shall be uniformly pre-heated throughout the rail section with specially designed air petrol/ compressed air petrol/ oxygen -LPG burner as the case may be. The flame shall be properly adjusted to achieve the desired rail temperature . The pre-heating shall be done from the top of the mould box for stipulated period for welding technique adopted, so as to achieve a temperature of around 600±20°C.
4.9.2 In welding process using air petrol burner, the compressor tank pressure during operation of the burner shall be maintained at 7 ±0.70 Kg/cm2(100±10 lbs per sq. inch). In case of pre-heating by Oxy-LPG process, pressure for Oxygen and LPG cylinders shall be adjusted in the range of 7.0-8.0 Kg/cm2 and 2.0-2.5 Kg/cm2 respectively. While preheating with OXY-LPG burner LPG supply should be opened first and the gas ingited, thereafter Oxygen supply should be opened. While closing, Oxygen supply should be stopped first followed by LPG supply. The burner shall be properly adjusted during preheating to ensure that the head, web and foot of both the rail ends are heated uniformly.
4.9.3 Preheating time - Preheating time would be about 10 to 12 minutes and 2 to 2.5 minutes for Air-petrol and Oxy-LPG preheating techniques respectively. The actual preheating time would depend upon the rail section and welding technique adopted as given in Annexure-I.
4.9.4 Special emphasis shall be given to the tank pressure efficiency of burner & flame condition for achieving required rail temperature within the stipulated time. From time to time or in case of any doubt with a view to maintain proper quality control, temperature measuring devices like 'Optical pyrometer, Contact type pyrometer' or temperature indicating crayons may be used for measuring rail end temperature just after completion of preheating i.e. after removal of burner.
4.10 Welding
4.10.1 The crucible lined with refractory material (magnesite/crushed alumina slag) and fitted with bottom stone and thimble shall be preheated before making the first weld of the day to ensure freedom from moisture.
4.10.2 Slag shall be cleaned from the crucible after each reaction, if necessary. During cleaning, care shall be taken not to damage the refractory crucible lining. The lining shall be examined regularly and patch repairing, or relining as necessary shall be carried out.
4.10.3 The crucible shall be positioned relative to the pouring gate with respect to its height from the mould after it has been placed on the stand mounted on the rail head. The tap hole in the crucible shall be sealed with closing pin, asbestos powder and slag powder. The portion for the required technique, shall be thoroughly hand mixed and poured into the crucible striking the crucible wall so that the bottom plugging remains undisturbed. The portion shall be coned to the centre of the crucible and a sparkler be placed at the top. The crucible shall then be brought to the proper position over the mould in line with the pouring gate of the mould with a vertical distance of about 50mm between the tap hole and sand,, core /top of the pouring gate.
4.10.4 After preheating the rail joint , the sparkler shall be ignited & inserted in the portion at the centre top to start the reaction.
The reaction shall not be vigorous or boiling. By the time the reaction is
complete, the burner shall be removed quickly and the gap closed with a
dried sand core in case of central pouring to prevent loss of heat and
turbulence during flow of metal. The time period between removal of burner and
tapping of metal should be as minimum as possible. After the reaction
subsides, about 3 seconds shall be allowed for the separation of slag from the
metal, which may be judged by looking into the crucible through colored glass to IS:5983. Thereafter, the molten steel shall be tapped into the mould by striking the closing pin with a tapping rod. It shall be ensured that since the commencement of the reaction, thermit steel is tapped within the time limit as specified in Annexure-1
. Care shall be taken to ensure that the crucible does not move from its position during tapping. When pouring is over, the crucible and swivel stand shall be removed and kept aside without disturbing the joint. If the reaction is found to be boiling, the metal shall be out-tapped. Vigorous reaction and loose closing of crucible may cause self tapping. In this case also, the metal shall be out tapped. If, in any case, self tapped metal enters the mould, the joint shall be rejected, cut and rewelded. In cases of out tapping, the joint should be cooled to ambient temperature and .the process of welding restarted a fresh. However if temperature can be-measured, the rail end may be heated to an extent so as to achieve temperature of about 600±20°C and welding of joint may be completed.
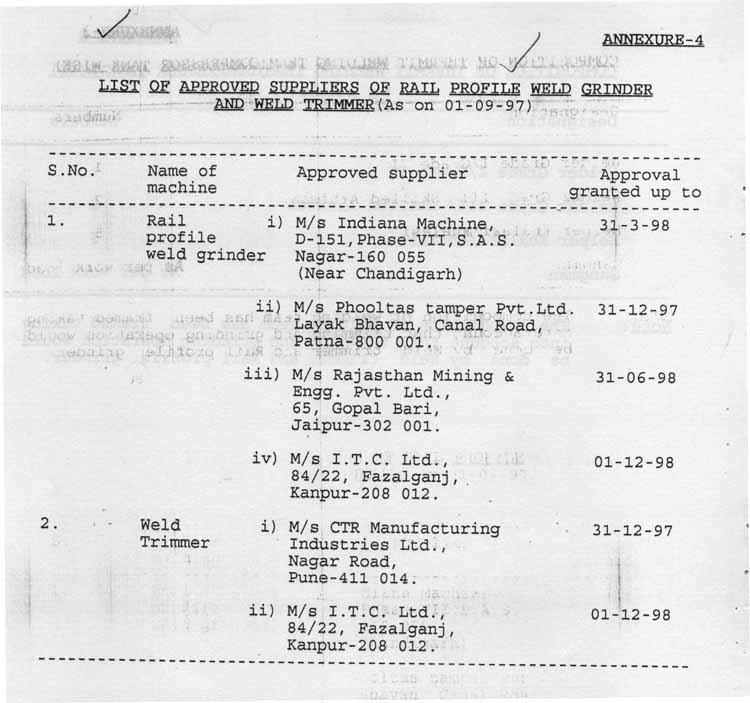
4.10.5 After pouring, molten metal shall be allowed to cool and solidify with mould intact for the stipulated time (mould waiting time) depending upon the rail section and ambient temperature. In case of alloy steel rails, full rail section upto 300 mm on either side of the joint shall be heated by using burner during this period. The mould shoes shall be removed just prior to completion of mould waiting time. The mould waiting time is generally 4 to 6 minutes for 25mm gap joints and 12 minutes for 75mm gap joints. After the mould waiting time has elapsed, the trimming should be done by using weld trimmer. of suitable & approved design without knocking out the mould. List of approved manufacturers of Rail profile weld grinder and Weld trimmer is given at
Annexure-4. In the eventuality of sudden failure of weld trimmer , manual chipping may be resorted to. In case of welding of old rails , if it is not
possible to use weld trimmer due to flow of metal at rail head, manual chipping should be done.
4.10.6 During the trimming operation, it shall be ensured that the wedges used in aligning are in their proper places without loosening, and they are not removed for at least 20 minutes after stripping. The runner & riser must not be removed until cold, and that too only by knocking towards the rail.
4.10.7 No welding shall be carried out if it is raining. In I case, the rains start while the joint is under execution, immediate arrangement to adequately cover the site shall be made.
5. OPERATIONS SUBSEQUENT TJ2 WELDING
5.1 Post; weld cooling
5.1.1 110 UTS alloy steel rail joints ( Chrome Manganese and Chrome Vanadium type ) are required to be slowly cooled immediately after trimming by fixing an insulation hood (fig.5.1) lined with asbestos, so as to control the cooling rate of the weld zone. The hood must be kept around the joint for at least 20 minutes.
5.1.2 In case of welding of Head Hardend rails, the average hardness of the HAZ of the rail becomes considerably less than the parent rail hardness. This lower hardness is due to transformation of rail steel occurring at cooling rate much lower than that achieved during the original head hardening operation. Such a hardness difference can lead to differential plastic deformation during wheel rail contact which may cause localised cupping. Head Hardend rails, therefore, must be subjected to controlled quenching for a specific time by the arrangement approved for the technique.
5.2 Post weld packing pf sleeper
Before the passage of traffic, the wedges used for aligning should be removed and joint sleepers which were shifted to obtain the clear gap of 250mm on either side as per clause 4.6.1 shall be re-shifted to the original location and repacked. Packing of these resifted sleepers should be carried out gently and carefully.
5.3 Passing of traffic
The first train should be allowed to pass on the newly welded joint only after 30 minutes have elapsed since pouring of weld metal. Necessary speed restriction shall be observed until the grinding operation is over.
5.4 Grinding
5.4.1 After the excess metal is trimmed off, the grinding of the remaining metal on the rail table and the sides of the rail head shall be carried out only with rail profile guided grinding trolley of approved design. Use of hand files should not be resorted to except in unavoidable circumstances. In the case of in-situ joints, the grinding shall commence only after the sleeper fastenings are refixed, after the removal of wedges. The rail table shall first be ground down to original profile and checked by a 1 m straight edge. This should be followed by grinding of the sides of rail head. The accuracy of grinding shall be checked by using 10 cm straight edge. While grinding, only light pressure should be applied and grinding wheel should be moved to and fro to avoid local over heating.
5.4.2 Tolerances on finished welds.
All the finished joints shall be checked to ensure that the joint geometry is within the following tolerances:
i) Vertical alignment: 'Variation not more than +1.0mm,-0 mm measured at the .end of one metre straight
ii) Lateral alignment: Variation^ not: more than ±0.5mm measured at centre of one metre straight edge.
in) Finishing of top surface: + 0.4 mm,-0 mm measured at the end of. 10 cm straight edge.
iv) Head finishing on sides: ±0.3mm over gauge side of the rail head measured at the centre of 10 cm straight edge.
Note: In specific tales, for joint geometry, in case of old rails, dispensations may be permitted by Chief Engineer.
The method of checking the geometry of welded joints is illustrated with sketches in Fig. 5.4.2
5.5 Record of Joint Geometry
The details of geometry of each joint shall be jointly signed by the firm's and Railway's representative and kept as record. Any joint found not conforming to the above stipulations shall be cut and rewelded, free of dost, by the firm.
5.6 MARKING
Each joint shall have a distinctive mark indicating: month, year, Agency, welder's code and weld number of the welded joint in the following manner: joint in the following manner:
| ** |
** |
*** |
*** |
*** |
| Month |
Last two digits of
year. |
Agency |
Specific person number |
Weld No. |
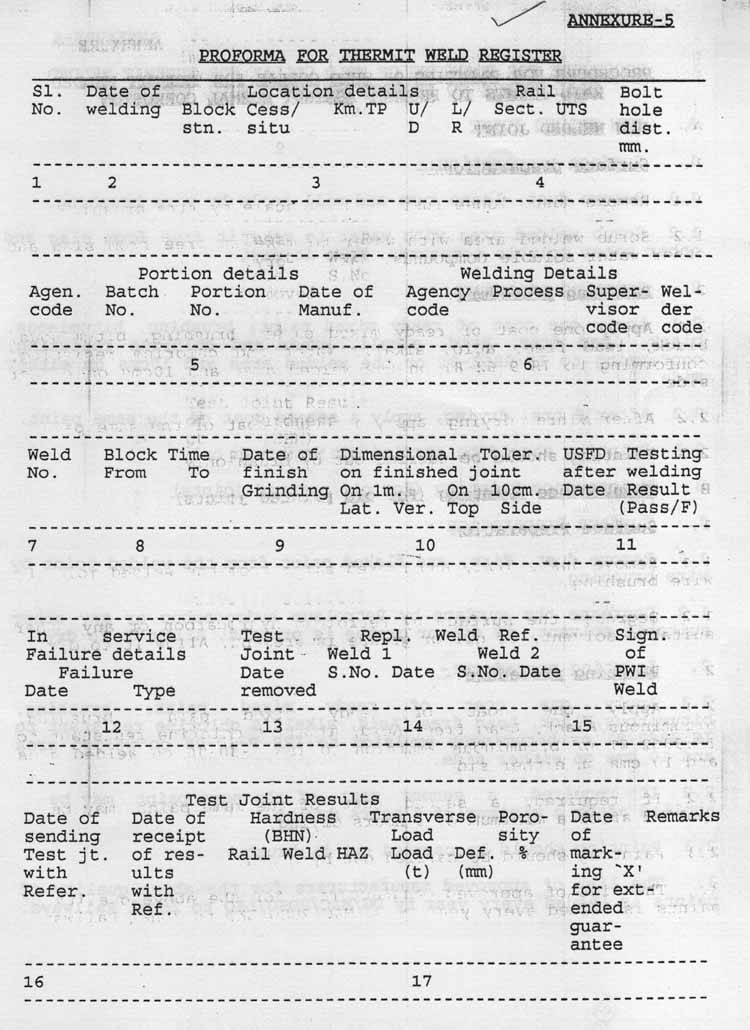
This should be done by punching on an Aluminum strip of suitable thickness and dimension of 30 mm x 100 mm which should be fixed to the web of the rail with epoxy adhesive at approximately 300 mm from the joint. The welded joints shall be serially numbered in - a kilometer. Repair welds/additional welds done at a later date may be given continuing weld number in that kilometer. For example, the last thermit weld number in a particular kilometer was 88 and subsequently a thermit weld has been executed, it shall be numbered 89, irrespective of its location in that kilometer. PWI shall maintain THERMIT WELD REGISTER as per proforma given in Annexure - 5. No punch marking should, be done on the rail. 5.7 PAINTING OF THERMIT WELDS
5.7.1 Painting of weld collar should be done on all welds to protect them against corrosion immediately after the welding. The procedure of painting and specification of paint is outlined in Annexure-6 & Annexure -7.
5.7.2 In service painting ( maintenance painting) of thermit welds should be carried as per following frequency:
(i) Once in four years in areas not prone to corrosion.
(ii) Every year at locations prone to corrosion as defined in para 249 (i) of IRPWM. The frequency may be increased depending on the site conditions.
(iii) On condition basis at locations which are prone to severe corrosion (areas of severe corrosion to be decided by territorial Chief Engineer / CTE). ;
5.7.3 The procedure for painting of weld collar for thermit welded rail
joints to protect against normal corrosion and severe corrosion is outlined in
Annexure-6 and Annexure-7 respectively.
6. ACCEPTANCE TESTS
6.1 Visual Inspection - All the welded joints shall be examined carefully to detect any visible defect like cracks, blow holes etc. Any joint, which shows any visible defect should be rejected.
6.2 Dimensional Check- All finished joints shall be checked for dimensional tolerances which should be within the tolerances as specified in para 5.4.2.
6.3 Ultrasonic Flaw Detection Test
All the fusion welded joints shall be ultrasonically tested and accepted by the purchaser or his representative as per the "Procedure for ultrasonic testing of thermit welded rail joints given at Annexure-8. This testing shall be completed as early as possible but in any case before the contractor/welding team leaves the welding site,
6.4 Rewelding of Defective Joints
6.4.1 All the joints found to be defective as per acceptance tests as given in clause 6.1, 6.2, & 6.3 and/or joints failed in guarantee period as specified in para 7.3 will be cut and rewelded by the firm free of cost using their portions, equipments, labour & consumables.
6.4.2 Where one bad joint, is required to be replaced by two new joints, the entire cost of both the joints shall be borne by the firm.
6.4.3 All the rewelded joints should meet the acceptance tests as indicated in Paras,-6.1 to 6.3
7. Sample Test Joint
7.1.1 One out of every 100 joints welded shall be selected at random by the purchaser or by the; inspecting officer within one month of welding and subjected to Hardness, Transverse load/ deflection tests and Porosity as per clause 4.2 of IRST-19-1994 (reproduced partly as Annexure-9 for ready reference) and the joint shall comply with the provisions laid down therein,
7.2 If the sample test joint fails to satisfy any of the requirements of specification IRST-19-1994, the Railway will be at liberty to suspend further welding. However, two more randomly selected joints from the same lot of 100 joints shall be subjected to retests as per clause 4.2 of IRST-19-1994. Both the joints should clear all the tests. If this report is also not satisfactory further welding of joints shall be suspended until the firm's welding technique has been examined and the same satisfies the requirements of clause 4 of IRST-19-1994, The clearance for recommencement of welding shall be given by RDSO.
7.3 GUARANTEE
7.3.1 Rail joints welded by a firm shall be guaranteed against failure for a period of two years from the. date of welding the joints in track or from the date such welded joints made in cess are inserted in the track. Any such welded joint which fails within the guarantee period shall be rewelded free of cost by firm as per stipulations of clause 6.4.
7.3.2 In case of failure of sample test joint (refer Clause 7) , the period of guarantee for 100 joints represented by the sample joint shall be extended for a further period of one year. In case of failure of joints or joints exhibiting signs of failure by cracking within extended period of guarantee, the joints shall be rewelded free of cost by the supplier as per stipulations of Clause 6.4.
7.4 The welded joints with the extended period of guarantee shall be marked 'X' with Yellow paint on the outer side of the web of the rail near the joint in addition to the marking prescribed in clause 5.6. Such marked joints shall be kept under careful observation by the purchaser.
8. OTHER REQUIREMENTS
8.1 Welding shall be supervised by trained welding Supervisor and carried out by trained welder having valid competency certificate from RDSO/ TPP, NR, Lucknow in their possession.
8.2 A welding supervisor shall supervise not more than two welding teams deployed within 50m distance at a time.
8.3 A copy of the thermit welding Manual shall be available with each PWI and at each welding site.
9. PRECAUTIONS
While carrying out welding at site, the following precautions shall be observed:-
i) It should be ensured that the portion being used Matches with type and chemistry of rail,
ii) Rail ends should be square,
iii) Alignment of rail ends should be perfect as checked by straight edge,
iv) Rail ends should be properly cleaned with kerosene oil and wire brushes.
v) Stop watch should be provided to the welding supervisor at each welding site,
vi) Pressure in the tanks/cylinder should be properly maintained during pre-heating.
vii) Correct gap between rail ends at head, web and foot shall be ensured.
viii) Correct preheating time for rail ends shall be ensured.
ix) Tightness of clips fitted with hose connections to compressor tank and burner shall be checked before commencing preheating,
x) Nozzles of burners shall be cleaned periodically to avoid back-fire.
xi) The compressor tank shall be kept at least 2 to 3 metres away from the burner to prevent fire hazard.
xii) The tapping shall be done within the time specified for that particular technique. Welding parameters for techniques presently being used are available at
Annexure-1. For special type of welding i.e. 75mm gap, Combination joint etc. the time of reaction & tapping shall be as stipulated by RDSO for that particular welding technique .
xiii) Arrangements for giving first aid shall be available at site.
xiv) Welders should be provided with gloves and coloured glasses.
xv) Boiling portion shall be out tapped.
xvi) No moist portion/torned portion bag shall be used for welding.
xvii) Dampness in moulds can lead to porosity and early fatigue failure of welds.
xviii) Only those contractual agencies as have clearance from the RDSO/Railway Board can execute welding work. Supply of portions must be from sources approved by RDSO/Railway Board.
xiv) Many weld failures show evidence of badly cut rail ends. The evenness and verticallity of a rail cut depends solely upon the skill of the welder. With portable disk cutters, very little skill is required to produce good cut.
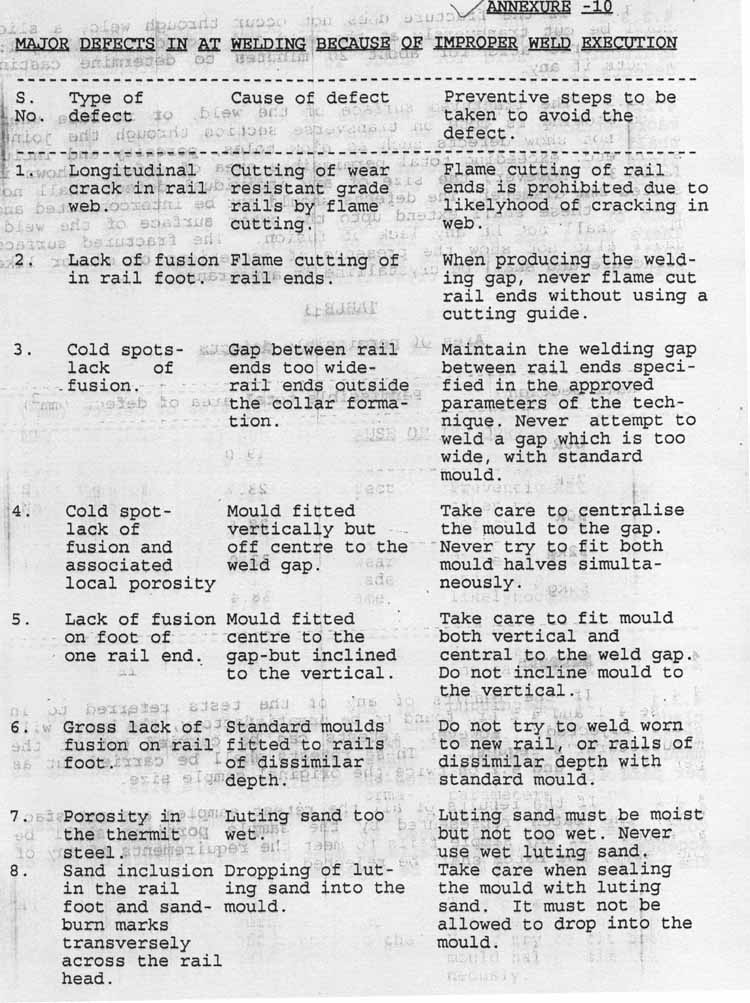
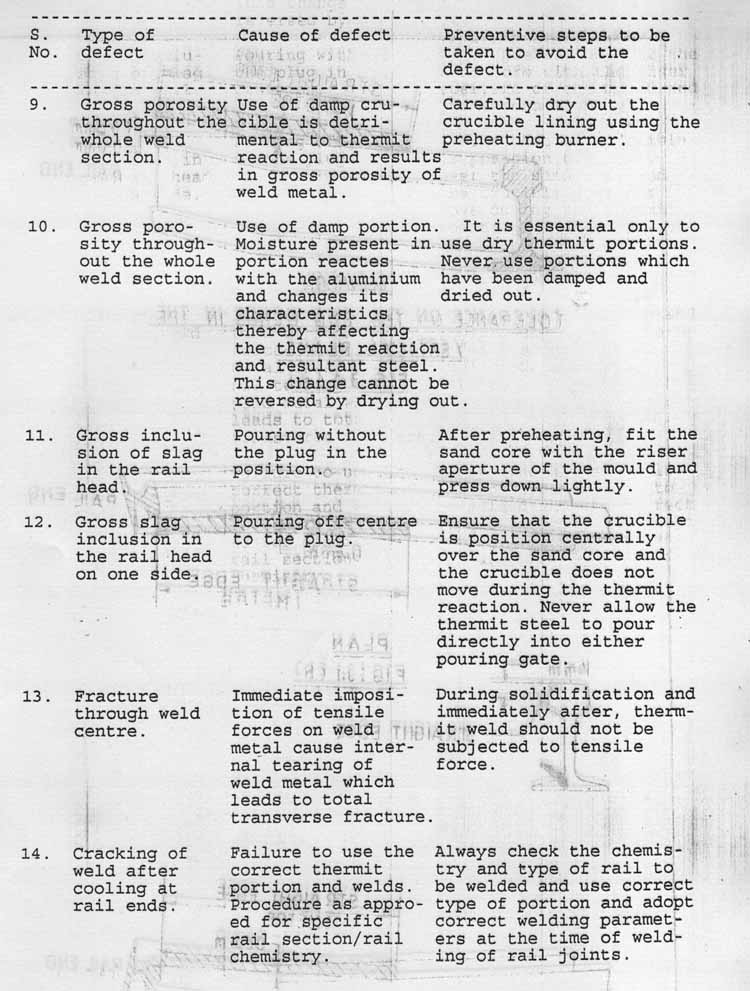
10. DEFECTS IN A.T. WELDING
The major types of defects which can cause weld failure because of improper weld execution are given at
Annexure -10.
Annexure - 1
ANNEXURE-2
ANNEXURE-3
COMPOSITION QE THERMIT WELDING TEAM (COMPRESSOR TANK-WISE)
| Designation |
Numbers |
| Welder Grade I/Grade II |
1 |
| Welder Grade III/ Skilled Artisan |
2 |
| Helper Khalasi/Khalasi |
5 |
| Gangman |
As per work load |
Note: The composition of welding team has been framed taking into account that trimming and grinding operation would be done by Weld trimmer and Rail profile grinder.
ANNEXURE-4
ANNEXURE-5
ANNEXURE-6
PROCEDURE FOR PAINTING OF WELD COLLAR FOR THERMIT WELDED RAIL JOINTS TO PROTECT AGAINST NORMAL CORROSION
A. NEW WELDED JOINT
1. Surface preparation:-
1.1 Remove dust, loose rust and mill scale by wire brushing.
1.2 Scrub welded area with water to make it free from slag and other water soluble compounds. Make it dry.
2. Painting procedure;-
2.1 Apply one coat of ready mixed paint; brushing, bituminous, black, lead free, acid, alkali, water and chlorine resisting, conforming to IS:9862-81 on the welded area and 10 cms on either side.
2.2 After 8 hrs. drying, apply a second coat of the same paint.
2.3 Painting should be carried out by brush only.
B Maintenance Painting (For old painted joints)
1. Surface Preparation:-
1.1 Remove dust, dirt, and flaked paint from the welded joint by wire brushing.
1.2 Degrease the surface by. Petroleum hydrocarbon or any other suitable solvent, if oil or grease is present. Allow it to dry.
2. Painting procedure:-
2.1 Apply one coat of ready mixed paint; brushing, bituminous, Black, Lead free, Acid, alkali & chlorine resistant to IS:9862-81 or bituminous emulsion to IRS P-30-96 on welded area and 10 cms on either side.
2.2 If required, a second coat of the same paint may be applied after a minimum of 8 hours drying.
2.3 Painting should be carried out by brush.
3. The list of approved manufacturers for the above quality of paints is issued every year by DG/M&C/RDSO/LKO to Zonal Railways.
ANNEXURB-7
PROCEDURE FOR PAINTING OF WELD COLLAR FOR THERMIT WELDED RAIL JOINTS TO PROTECT AGAINST SEVERE CORROSION
A. NEW WELDED JOINT
1. Surface preparation:
1.1 Remove dust, loose rust and mill scale by wire brushing.
1.2 Scrub welded area with water to make it free from slag and other water soluble compounds. Make it dry.
2.0 Painting procedure-
2.1 Apply one coat of high build Epoxy paint (Two pack) conforming to RDSO specification No. M&C/PCN-111/88 on the welded area up to 10cms. on either side.
B Maintenance Painting (For old Painted joints)
1. Surface Preparation:-
1.1 Remove dust, dirt, and flaked paint from the welded joint by wire
brushing.
1.2 Degrease the surface by Petroleum hydrocarbon or any other suitable solvent, if oil or grease, is present. Allow it to dry.
2. Painting procedure:-
2.1 Apply one coat of high build Epoxy paint (Two pack) conforming to RDSO specification No. M&C/PCN-111/88 on the welded area up to 10cms. on either side.
3. RDSO specification No. M&C/PCN-111/88 has been circulated vide RDSO's letter No. M&C/PCN/II/TR/3 dt.13/14-5-91.
NOTE:
1. The Epoxy based paint recommended is a two pack system with a pot life of around 5 hours. Hence prepare only that much quantity of paint which can be consumed in less than 5 hours.
2. The paint should be procured along with the thinner recommended by the manufacturer of the paint. No other thinnner i.e. kerosene oil etc. should be used.
3. The painting shall be carried out by brush only. Brush shall be cleaned, by the thinner after use.
4. The list of probable suppliers is given below as per Letter No. M&C/PCN/II/TR/3 dt. 13/14-5-91 :
i) M/s Asian Paints (India) Ltd., "Nirmal' 5th floor, Nariman Point, PB No. 1546, Bombay - 400 421.
ii) M/s Addison Paints & Chemicals Ltd., "Huzur Gardens', Sembium Madras - 600 011.
iii) M/s Goodlass Nerolac Paints (P) Ltd., Nerolac House , Ganpat Rao Kadaw Marg, Lower Parel, Bombay - 400 013.
iv) M/s Shalimar Paints Limited, 13, Camac St. Calcutta - 700 071.
v) M/s Berger Paints India Ltd., 32, Chowringee Road, Calcutta - 700 071.
ANNRXURE-8
PROCEDURE FOR ULTRASONIC! TESTING OF ALUMINO THERMIC RAIL. JOINTS
1. Scope
This procedure covers the requirement of ultrasonic testing of alumino thermic (AT) welded rail joints immediately after execution of the weld.
2. General conditions of test
2.1 Surface preparation
After execution of the AT weld, the welded zone shall be dressed properly to facilitate placement of probes and to avoid incidence of spurious signals on the CRT. The rail table shall be dressed to obtain reasonably flat and smooth surface. The flange and the web, up to a distance of 200mm on either side of the weld collar shall be thoroughly cleaned with a wire brush to ensure freedom from dust, dirt, surface unevenness etc.
2.2 Couplant
Water/oil/soft grease shall be used as couplant.
2.3 Sensitivity
The equipment Sensitivity shall be normal, 70° and 80° probes in accordance with the procedure laid down in para 4. The sensitivity so adjusted shall be considered as normal gain setting and shall be utilised during ATW testing. The sensitivity level shall not be altered during the course of testing.
3. Apparatus required
3.1 Equipment
Any model of RDSO approved rail tester shall be considered suitable for testing of AT welded rail joints.
3.2 Probes
During ultrasonic examination of AT welded joints, the following probes shall be utilised:
a) Normal (00) , 4 MHz Double crystal fitted in trolley
b) 70°, 2 MHz. ,, ,, ,, ,,
c) 80°, 1.25 MHz Single crystal for hand probing
3.3 Cable
One co-axial cable of suitable length for connecting 80° probe to flaw detector shall be used. The length should not exceed more than 5m.
4. Sensitivity setting procedure
4.1 Calibration
The equipment shall be set for a depth range of 250mm by manipulating the depth control knob suitably. Each main scale division, therefore, shall correspond to 25mm.
4.2 Test Rail
The sensitivity of the ultrasonic equipment shall be set with the help of a standard AT welded rail piece of 1.5m length having a simulated flaw at standard locations as shown in Fig. 1.
4.3 Alignment of probes
The alignment of normal and 70° probes fitted with the trolley may be checked by placing the rail tester on the test rail using water/oil as a couplant and ensuring that the probes travel along the vertical axis of the rail.
4.4 Sensitivity setting for 70° probes
4.4.1 Place the trolley on the test rails shown in Fig. l. Keep the switches of all the probes in Off positions and turn the Potentiometer knobs of all the probes to 50% of their highest working range.
4.4.2 Switch on only 70° forward probe and move the equipment towards the drilled hole of 3mm dia. in rail head. When the probe is just in the reflecting range, a pulse corresponding to the hole shall appear on the screen which during onward travelling shall show higher amplitude. The pulse shall appear moving from right to left. The equipment should be progressively moved forward till maximum height of the pulse is obtained. At this location the height of the pulse shall be adjusted to 60% of full screen height by suitably manipulation of the gain knob.
4.4.3 The forward probe shall be switched off and the 70% backward probe shall now be switched on. In this case a flaw signal shall appear moving from left to right. The signal height in this position shall also be adjusted to 60% of full screen height. This can be accomplished through suitable manipulation of relevant potentiometer.
4.4.4 The sensitivity setting for the normal probe has to be done while keeping all other probes in Off position. Switch on only the normal probe and bring it above 3mm dia hole drilled in the head of the test rail. Manipulate the potentiometer control knob to obtain echo height of 60% of full screen height at 1.0 division horizontal scale.
4.4.5 80° probe shall be connected to the socket available in the ultrasonic equipment. The selectors switch may be set to single crystal mode. Move the probe towards the 3mm dia hole drilled at the middle of the flange through in the AT weld and manipulate knobs to Obtain a 60% full screen height on the CRT.
5. Criteria for-defect classification
5.1 Any flaw1 signal obtained by normal probe of 40% height or more from head location shall be treated as a defective AT welded joint and any flaw signal obtained from the normal probe either from the web or the foot location shall also be a cause for rejection of the AT weld.
5.2 In the-case of lack of fusion, inclusions, blow holes etc. in the rail head, moving signal shall be obtained while testing with 70° probe. The position of onset of the signal and its corresponding range on the horizontal screen as well as their maximum amplitude shall be recorded. -.
A welded joint showing the moving signal of 40% or more of the full screen height shall be considered as a defective welded joint.
5.3 80° probe shall be placed on the flange at a distance of 180mm corresponding to position 'L' in Fig.2 such that ultrasonic waves are directed towards the weld. The probe shall thereafter be moved slowly in a zigzag pattern towards the weld. A welded joint showing a flaw echo of 40% vertical height or more with the stipulated gain setting shall be treated as a defective welded joint. Similar testing shall be carried out on "C and 'U' region as shown in Fig.2. In these cases also the criteria for rejection shall remain the same.
6. The defective joints based on the criteria mentioned at clause 5 shall not be allowed to remain in service and shall be cropped, re-welded and tested again. This execution shall be done by the contractor free of cost. The re-welded joints shall be scanned ultrasonically again with the same set of acceptance criteria to ensure freedom from any harmful defects.

ANNEXURE-9
EXTRACTS FROM T-19-1994
4.2 Mechanical and Metallurgical tests on test welds
4.2.1 Two new rail pieces of same section and grade, each approximately 750 mm
long, shall be used to make test weld joint. The welded joint shall be made as
per the technique offered by the manufacturer. The rail table and sides of
rail head shall be finished to the geometrical tolerances specified in Clause 18.1.
4.2.2 Hardness test
Brinell hardness test shall be' carried out at the welded zone, heat affected zones and parent metal of the rails in ac-cordance with IS:1500, " Method for Brinell Hardness test for steel ". The test shall be done on the top surface of the head of the test weld with a ball of 10 mm dia and a test load of 3000 kg maintained for 10 sees. The average hardness number (of two readings) determined for the weld metal at locations shown as "A' in Fig. l shall be within +20
-0 HB of the hardness values of rail as shown in table 1. The average hardness number (of two readings) on each heat affected zone at locations shown as B1 and C in Fig. l shall be within (-)20 HB for locations B and ( + )20 HB for locations C of the actual hardness of the parent rail.

Table-1
| Type of rail |
72 UTS rail |
90 UTS rail |
UTC Cr-Mn or Cr- V alloy steel rail |
Head Hard ened Rail |
| Average Hardness (BHN) |
230 |
265 |
310 |
365 |
4.2.3 Transverse breaking load test:
4.2.3.1 The test weld shall be supported on cylindrical or semi-cylindrical supports having a distance of one metre between them from centre to centre. The weld shall be at the centre of the span and loaded in such a manner that the foot of the rail is in tension. The diameter of mandrel and the supports shall be between 30 to 50mm. The load shall be gradually increased (rate of loading shall not exceed 2.5 t/sec) till rupture occurs.
The test weld shall withstand a minimum load and show corresponding minimum deflection as stipulated in Table-2 for different sections and types of rails.
TABLE-2
4.2.3.2 If the fracture does not occur through weld, a slice shall be cut transversely at the weld and etched in boiling 1:1 Hydrochloric acid for about 20 minutes to determine casting defects if any.
4.2.3.3 The fractured surface of the weld, or in case where macro-etching is done on transverse section through the joint, shall not show defects such as blow holes, porosity and inclusions etc. exceeding total permissible area of defect shown in Table-3. However, the size of any individual defect shall not exceed 2mm diameter. The defects should not be interconnected and none of these shall extend upto the outer surface of the weld. There shall not be any lack of fusion. The fractured surface shall also not show the presence of accretions or mirror like structure and shall be crystalline in appearance.
TABLE-3
Area of permissible defects
| Rail Section |
Permissible total area of defect (mm2) |
| 60 R |
19.0 |
| 75 R |
23.7 |
| 90 R |
28.5 |
| 52 kg |
33.4 |
| 60 kg |
38.4 |
4.3 Retests
4.3.1 If the results of any of the tests referred to in clause 4.1 and 4.2 are found to be unsatisfactory, the batch will stand rejected. However, retests can be carried out at the manufacturer's request. These retests shall be carried out as per para 4.1 and 4.2 on twice the original sample size.
4.3.2 If the results of all the retest samples are satisfactory, the batch represented by the sample portions shall be accepted. If any sample fails to meet the requirements of any of the tests, the batch shall be rejected.
ANNEXURE -10
MAJOR DEFECTS IN AT WELDING BECAUSE OF IMPROPER WELD EXECUTION
Figures 3.1 (a), (b) & (c)
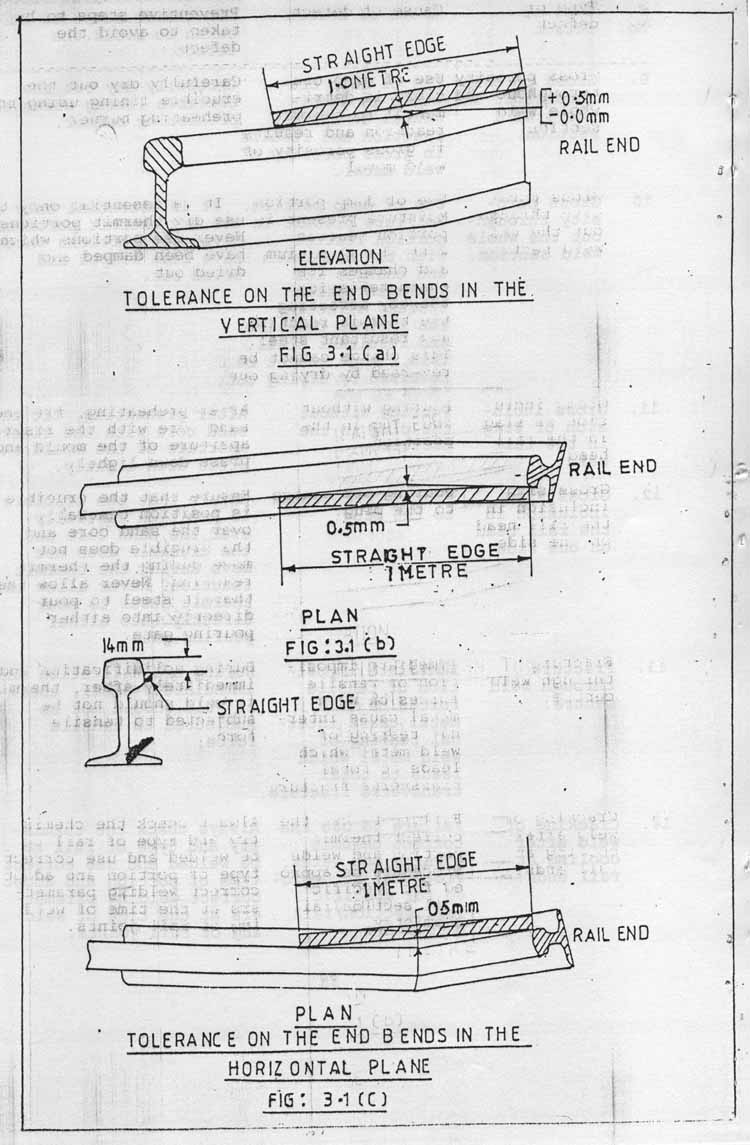
Figure 4. 7.1.1 (a) , (b) & 4.7.1.2
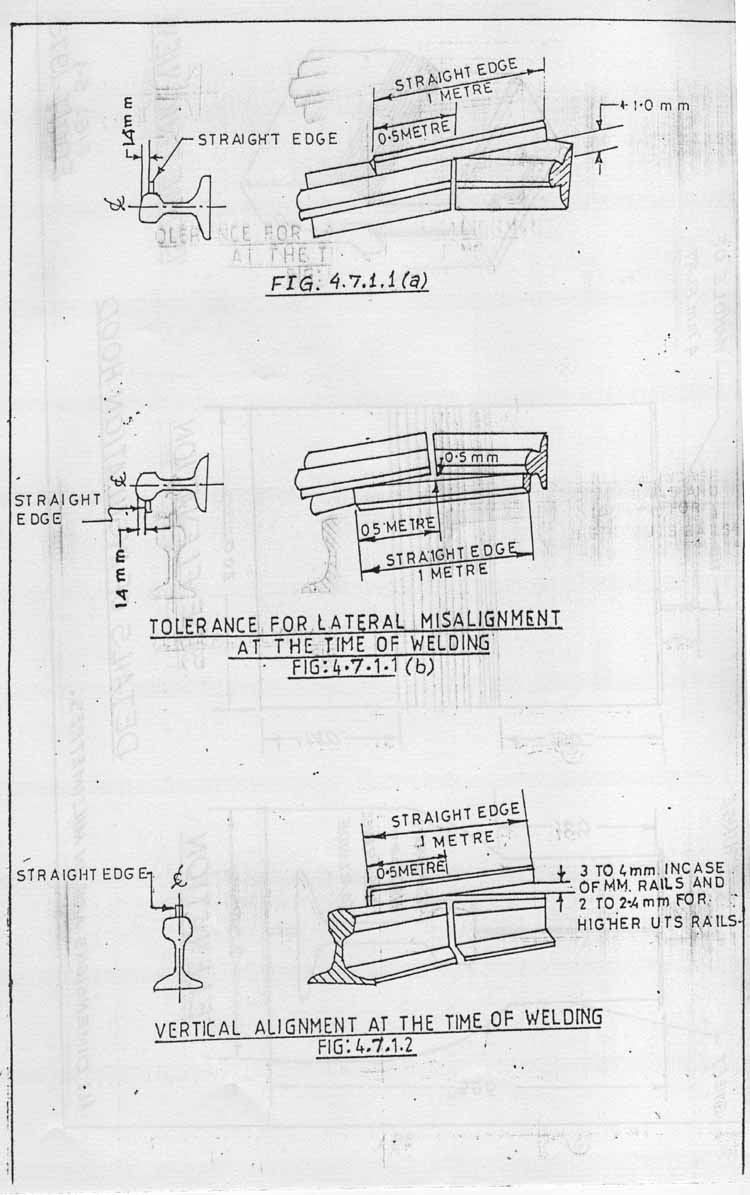
Figure 5.1
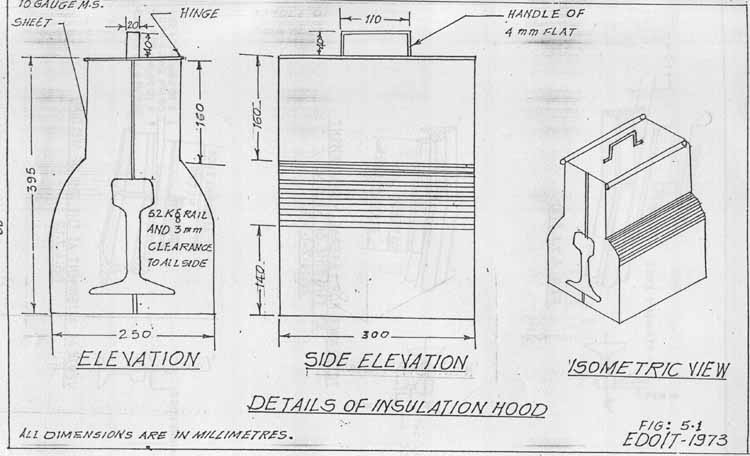
Figure 5.4.2

SALIENT FEATURES 0F REVISED MANUAL FOR WELDING OF RAIL JOINTS
BY THE ALUMINO-THERMIC PROCESS (1999)
1. As Conventional method of Alumino-Thremic (AT) welding has been discontinueed on Indian Railways except for 60R rails, accordingly the revised manual provides for only SKV AT welding. (Clause 1.5)
2. A para on Shelf life of portion1 has been included, which brings out the importance of proper packing and storage of AT portions. Procedure to be adopted for use of portions beyond two years since the date of manufacture has also been laid down (Clause 4.2.2)
3. Detailed instructions on painting of weld collar immediately after welding and also its in-service painting have been laid down. In case of areas where severe corrosion is observed epoxy painting has been provided for. (Clause 5.7)
4. Course of action to be adopted for welding of rails through approved portion manufacturer, labour contracting firms and departmental welders, in case of large scale welding, casual welding and welding forming part of turn-key projects have been outlined. (Clause 4.1.1)
5. In case of secondary rail renewal, AT welding by end cropping so as to eliminate both bolt holes has been specified. In case of use of rail panels released from LWR/CWR territory, cropping of rail ends so as to eliminate heat affected zone has been specified. (Clause 3.3(xi)).
6. Use of 880 grade portions for AT welding where grade 710 (72UTS) and Grade 880 (90UTS) rails form junctions in unavoidable circumstances has been specified (Clause 3.3(viii))
7. The composition of welding team has been revised keeping in view introduction of SKV welding and use of weld trimmer & rail profile grinder.(Annexure-3)
8. A list of defects giving causes and preventive action to be taken to avoid the same has been briefly outlined. (Annexure-10)
9. As only grade 880 rails are being produced, AT welding by flame cutting/ gas cutting of rails specially for wide gap welding has been deleted and only sawing or abrasive disc cutting has been provided. (Clause 3.3(vi))
10. Welding parameters of AT welding techniques (As on 31.12.97) including welding techniques under development for various approved firms have been laid down. (Annexure-1)
11. Provision of fixing an Aluminium strip with distinctive weld number on the web of rail by epoxy based adhesive has been laid down. (clause 5.6)
12. Guarantee period and other provisions wherever required as provided in IRST-19-1994 have been included to update the manual in line with IRST-19-1994, (Clause 7.3)
11. List of approved manufacturers of Rail profile weld grinder and Weld trimmer has been-included. (Annexure-4)
|